зҷ»еҪ•

- APP
дёӯеӣҪзІүдҪ“зҪ‘ж¬ўиҝҺжӮЁпј?/div>
- зІүдә«йҖҷь/a>
- 188188188b.comҪрұҰІ©
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
- дёӯеӣҪзІүдҪ“зҪҗь/a>
 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn
зҷ»еҪ•
еҫ®дҝЎ

 е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
е…іжіЁеҫ®дҝЎе…¬дј—еҸ¶ь/span>
![]() 移еҠЁз«?/p>
移еҠЁз«?/p>
 m.cnpowder.com.cn
m.cnpowder.com.cn

еҸӮиҖғд»·ж »ь/p>1-5дёҮе…ғ
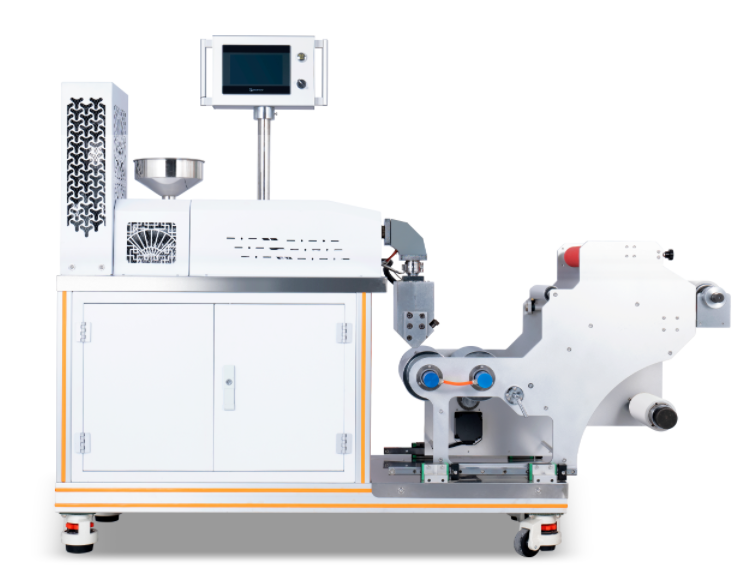
еһӢеҸ·
LB-25-C-Aе“ҒзүҢ
дә§ең°
жқӯе·һж ·жң¬
жҡӮж—еҠҹзҺҮпјҲkwпјүпјҡ
1500WйҮҚйҮҸпјҲkgпјүпјҡ
300KGи§„ж јеӨ–еҪўпјҲй•ҝ*е®?й«ҳпјүпјҷь/p>1850Г—500Г—1450
 з•ҷиЁҖиҜўд»·
з•ҷиЁҖиҜўд»·


иҷҡжӢҹеҸ·е°Ҷең180з§’еҗҺеӨұж•Ҳ
дҪҝз”Ёеҫ®дҝЎжү«з ҒжӢЁеҸ·
жөҒ延е·ҘиүәжҳҜе°ҶиҒҡеҗҲзү©еҠ зғӯгҖҒзҶ”иһҚгҖҒеЎ‘еҢ–пјҢз»ҸеҸЈжЁЎжҢӨеҮәпјҢеңЁзүөеј•еҠӣдҪңз”ЁдёӢиҝӣиЎҢжӢүдјёпјҢз»ҸжөҒ延иҫҠеҶ·еҚҙжҲҗеһӢпјҢеҫ—еҲ°жөҒ延еҹәиҶңгҖӮеңЁ***еҺҹж–ҷе……еҲҶзҶ”иһҚгҖҒеЎ‘еҢ–зҡ„еҹәзЎҖдёҠпјҢиҒҡеҗҲзү©зҶ”дҪ“еңЁжЁЎеӨҙжөҒйҒ“дёӯзҡ„жөҒеҠЁзҠ¶еҶөдјҡеҪұе“Қе…¶еҶ…йғЁеҲҶеӯҗеҸ–еҗ‘пјҢеҗҢж—¶еҪұе“ҚеҮәеҸЈеӨ„зҶ”дҪ“зҡ„жөҒеҠЁеқҮеҢҖжҖ§гҖҒь/p>
жөҒеҠЁжҖ§дёҺжөҒйҒ“з»“жһ„зҡ„еҗҲзҗҶжҖ§пјҢжқҗж–ҷжң¬иә«зҡ„еҲҶеӯҗз»“жһ„е’Ңзғӯзү©зҗҶжҖ§иҙЁпјҢд»ҘеҸҠеҠ е·Ҙе·ҘиүәеҸӮж•°жңүе…ігҖӮи–„иҶңзҰ»ејҖжЁЎеӨҙеҗҺпјҢзҶ”дҪ“з»ҸиҝҮдёҖдёӘзҹӯзҡ„й—ҙйҡҷеҲ°иҫҫжөҒ延иҫҠпјҢе…¶е®ҪеәҰдјҡеҮҸе°ҸпјҢеҪўжҲҗйўҲзј©зјәйҷ·пјҢеҗҢж—¶дјҙйҡҸзқҖе“‘й“ғиҫ№зҡ„з”ҹжҲҗгҖӮеҰӮжһңеңЁдёҚзЁіе®ҡзҶ”иһҚеҠ е·ҘдёӯпјҢжөҒ延薄иҶңзҡ„еҺҡеәҰдјҡеҸ‘з”ҹе‘ЁжңҹжҖ§еҸҳеҢ–пјҢеҚіжӢүдјёе…ұжҢҜзҺ°иұЎпјҢиЎЁйқўеј еҠӣе’ҢжӢүдјёжҜ”еҜ№е…¶еҪұе“ҚеҫҲеӨ§гҖӮеҪ“и–„иҶңжөҒ延иҮіеҶ·еҚҙиҫҠеҗҺпјҢе…¶еҮ дҪ•еҪўзҠ¶еҸҳеҢ–еҮҸе°‘пјҢдҪҶжё©еәҰжҖҘеү§дёӢйҷҚпјҢеҶ·еҚҙдҪңз”ЁеҚ жҚ®дё»еҜјең°дҪҚпјҢз”ұзҶ”иһҚзҠ¶жҖҒеҶ·еҚҙз»“жҷ¶иҪ¬еҸҳдёәй«ҳеј№жҖҒпјҢеҶ·еҚҙзҡ„еқҮеҢҖжҖ§д№ҹеҶіе®ҡдәҶжөҒ延дә§е“Ғзҡ„иҙЁйҮҸдёҺжҖ§иғҪгҖҒь/p>
дә§е“ҒжҖ§иғҪ/зү№зӮ№
1. йҮҮз”ЁдјәжңҚз”өжңәй©ұеҠЁпјҢж— зә§и°ғйҖҹпјҢеЎ‘еҢ–зЁіе®ҡгҖҒдёҖиҮҙжҖ§еҘҪ
2. й«ҳејәеәҰдјәжңҚз”өжңәдё“з”Ёдј еҠЁз®ұпјҢеӨ–и§ӮзІҫиҮҙгҖҒеҶ·еҚҙж•ҲжһңеҘҪ
3. й«ҳејәеәҰ欧ж ҮдёҖдҪ“еҢ–жңәжһ¶пјҢиҪ»дҫҝзҫҺи§ӮпјҢеҠҹиғҪйҪҗе…ЁгҖҒж“ҚдҪңж–№дҫҝгҖҒиҠӮзңҒз©әй—іь/p>
4. еҹәдәҺи®Ўз®—жңәзҡ„жөӢжҺ§зі»з»ҹдёҺеҸӢеҘҪзҡ„ж“ҚдҪңз•ҢйқўпјҢж“ҚжҺ§ж–№дҫҝгҖҒеҠҹиғҪжӣҙејәеӨ§
5. жҢӨеҮәзі»з»ҹзӯүйҮҚиҰҒж•°жҚ®зҡ„е®һж—¶жөӢйҮҸдёҺеӣҫж–ҮжҳҫзӨәпјҢи§ӮжөӢж–№дҫҝ
6. зҙ§жҖҘеҒңжңәиЈ…зҪ®дёҺеҗ„з§Қе®үе…ЁдҝқжҠӨдёәдҝқйҡңж“ҚдҪңдәәе‘ҳе®үе…?/p>
и–„иҶңжөҒ延жҲҗеһӢе·Ҙиүәз”ҹдә§жөҒзЁӢпјҢе…¶жҲҗеһӢи®ҫеӨҮеҢ…жӢ¬жҢӨеҮәжңәгҖҒжҢӨеҮәжЁЎе…·гҖҒжҚўзғӯзі»з»ҹгҖҒи–„иҶңжөӢеҺҡд»ӘгҖҒз”өжҷ•еӨ„зҗҶжңәгҖҒж‘Ҷе№…жңәжһ„гҖҒеҲҮиҫ№гҖҒеӨҡзә§зүөеј•гҖҒеҚ·еҸ–жңәжһ„гҖҒз”өж°”жҺ§еҲ¶зӯүгҖҒь/p>
жҢӨеҮәйҳ¶ж®өпјҢдё»иҰҒеҢ…жӢ¬жҢӨеҮәзі»з»ҹгҖҒеҲҶй…ҚеҷЁгҖҒжЁЎеӨҙзӯүгҖӮеңЁиҜҘйҳ¶ж®өпјҢе°ҶиҒҡеҗҲзү©зү©ж–ҷдёҺж·»еҠ еүӮжҢүз…§й…Қж–№ж··еҗҲ,еҖ’е…Ҙж–ҷж–—,йҖҡиҝҮжҢӨеҮәжңәеҶ…иһәжқҶзҡ„иҪ¬еҠЁжҺЁеҠЁе…¶еүҚиҝӣпјҢзү©ж–ҷеңЁжңәз®ҖеҠ зғӯд»ҘеҸҠеүӘеҲҮж‘©ж“Ұз”ҹзғӯзҡ„жқЎд»¶дёӢжё©еәҰеҚҮй«ҳиҫҫеҲ°зҶ”иһҚеЎ‘еҢ–ж•Ҳжһң,з»ҸиҝҮж …жқҝгҖҒеҲҶй…ҚиЈ…зҪ®д»Һе№ізјқеҸЈжЁЎдёӯжҢӨеҮәгҖҒь/p>
жөҒ延йҳ¶ж®өпјҢеҢ…жӢ¬жөҒ延иҫҠгҖҒйЈҺеҲҖгҖҒеҚҮйҷҚиЈ…зҪ®гҖҒжё©жҺ§зі»з»ҹзӯүгҖӮеңЁиҜҘйҳ¶ж®өпјҢд»ҺжЁЎе…·еҮәеҸЈжҢӨеҮәзҡ„и–„иҶңз»ҸиҝҮдёҖе®ҡзҡ„жӢүдјёи·қзҰ»еҗҺиҙҙеҗҲиҮіжөҒ延иҫҠиҝӣиЎҢеҶ·еҚҙе®ҡеһ?дёҖиҲ¬жғ…еҶөдёӢдјҡеңЁи–„иҶңдёӨдҫ§и®ҫзҪ®жӯЈгҖҒиҙҹеҺӢйЈҺеҲҖпјҢд»ҘжҸҗй«ҳеҶ·еҚҙж•ҲзҺҮгҖҒь/p>
еҶ·еҚҙйҳ¶ж®өпјҢи–„иҶңз»ҸжөҒ延жӢүдјёдёҺжөҒ延иҫҠжҺҘи§ҰпјҢд»ҺиҖҢеҶ·еҚҙе®ҡеһӢгҖӮжөҒ延иҫҠйқўжё©еәҰеҝ…йЎ»дҝқжҢҒеңЁеҗҲйҖӮзҡ„иҢғеӣҙпјҢиҝҷе°ұйңҖиҰҒеҜ№иҫҠйқўжё©еәҰиҝӣиЎҢзӣ‘жҺ§е’Ңи°ғж•ҙгҖҒь/p>
жҲҗеһӢйҳ¶ж®өпјҢжөҒ延иҶңз»ҸеҶ·еҚҙе®ҡеһӢеҗҺпјҢе…¶з»“жһ„е°әеҜёеҹәжң¬дёҚеҶҚеҸ‘з”ҹеҸҳеҢ–пјҢ然еҗҺз»ҸиҝҮжөӢеҺҡиЈ…зҪ®иҝӣиЎҢеҺҡеәҰжөӢиҜ•гҖҒь/p>
дә§е“ҒйӣҶжҲҗдәҶе…¬еҸёзҡ„зІҫеҜҶжҢӨеҮәжҠҖжңҜе’Ңеҗ№иҶңжҲҗеһӢжҠҖжңҜпјҢе…·жңү ж“ҚжҺ§и°ғиҠӮж–№дҫҝжҖ§иғҪзЁіе®ҡгҖҒеҺҹж–ҷйҖӮз”ЁжҖ§е№ҝд»ҘеҸҠз”Ёж–ҷе°‘пјҢеҚ ең°йқўз§Ҝ е°ҸзӯүдјҳзӮ№пјӢь/p>
зү№еҲ«йҖӮеҗҲе®һйӘҢе®ӨдҪҝз”ЁзҺҜеўғпјҢжҳҜдјҒдёҡе’Ңй«ҳж ЎгҖҒз ”з©¶йҷў жүҖз ”еҸ‘ж–°жқҗж–ҷгҖҒж–°й…Қж–№гҖҒж–°е·Ҙиүәзҡ„жңүеҠӣе·Ҙе…·гҖҒь/p>
жё©йҰЁжҸҗзӨәпјҷь/span>
? з”ұдәҺе®ўжҲ·е®һйӘҢиҰҒжұӮдёҚеҗҢпјҢд»ҘдёҠжҠҘд»·е’ҢеҸӮж•°еқҮдјҡжңүеҸҳеҠЁгҖҒь/span>
? е…·дҪ“д»·ж је’ҢиҜҰз»Ҷй…ҚзҪ®еҸӮж•°иҜ·з”өиҜқиҒ”зі»пјҢи°ўи°ўпјҒдёӢеҚ•еүҚиҜ·жҸҗеүҚз”өиҜқжҲ–еңЁзәҝе’ЁиҜўпјҒ
жғідәҶи§ЈиҜҰз»ҶжҠҘд»·еҸҠй…ҚзҪ®еҸӮж•°пјҢиҜ·з”өиҜқжҲ–еҫ®дҝЎиҒ”зі?3634******
жҡӮж— ж•°жҚ®пј
 зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„дҪҝз”Ёж–№жі•пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәеӨҡе°‘й’ұдёҖеҸ°пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәжңүзҺ°иҙ§еҗ—пјһь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәеҢ…е®үиЈ…еҗ—пјһь/li>
зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„е·ҘдҪңеҺҹзҗҶд»Ӣз»ҚпјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„дҪҝз”Ёж–№жі•пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәеӨҡе°‘й’ұдёҖеҸ°пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәдҪҝз”Ёзҡ„жіЁж„ҸдәӢйЎёь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„иҜҙжҳҺд№Ұжңүеҗ—пјһь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„ж“ҚдҪң规зЁӢжңүеҗ—пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәзҡ„жҠҘд»·еҗ«зҘЁеҗ«иҝҗиҙ№еҗ—пјҹзІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәжңүзҺ°иҙ§еҗ—пјһь/li>зІҫеҜҶеҚ•еұӮе®һйӘҢе®ӨжөҒ延жңәеҢ…е®үиЈ…еҗ—пјһь/li> жүӢжңәзүҲпјҡ
жүӢжңәзүҲпјҡ